


1.产品结构
1.1铝塑复合管基本结构(如图1)

图1:铝塑复合管基本结构
1.2 卡压式管件基本结构(如图2)
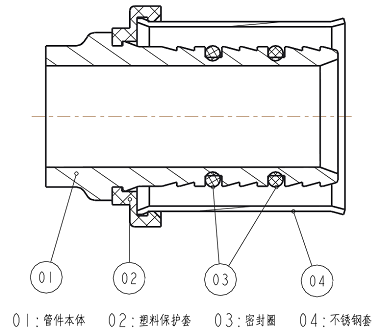
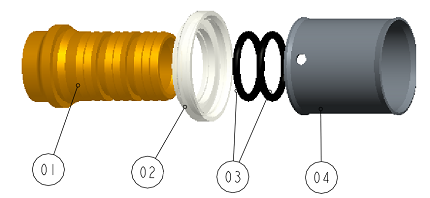
图2: 卡压式管件接头基本结构图
1.3 我司卡压式管件基本类型
U型、TH型、Multi-jaw(多功能)型(如图3)
1.4 配套压接工具
配套压接工具需采用我司认可的工具(如图5)。

U型 TH型 Multi-jaw
图3:我司卡压式管件类型

图5 手动工具
2.技术参数
规格:dn16*en2.0 dn20*en2.0 dn25*en2.5 dn26*en3.0 dn32*en3.0
应用条件:class2-10bar class4-10bar class5-10bar
安装位置:室内安装
3.工作原理(图5)
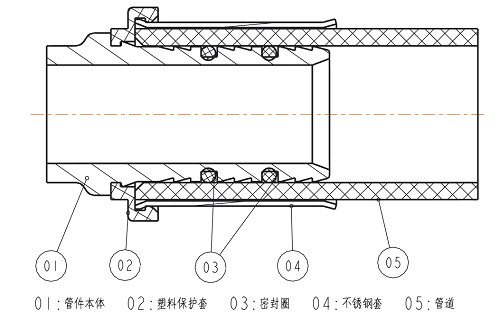
图5:管材与管件装配示意图
密封圈(03)与管材管件紧密贴合而密封,不锈钢套(04)经专用压接工具压接后变形将管材(05)紧紧压在管件本体(01)接头上实现连接。
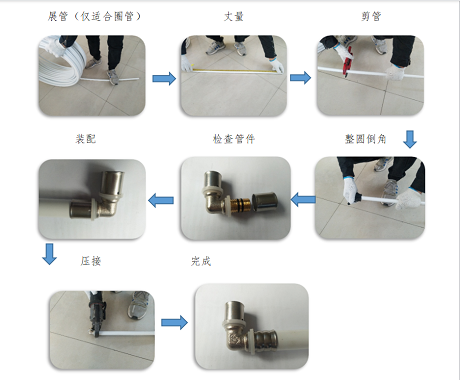
4.卡压式连接安装步骤
4.1 材料及工具的准备
按照施工设计要求应准备齐全相关的材料及工具,包括管材、管件、剪刀、整圆倒角器、专用压接工具以及施工现场所需的其他材料。
4.2 展管及丈量
对所需铝塑复合管进行展管(圈管适用,直管无需)并根据施工图纸或现场实际要求对展开的铝塑复合管进行丈量。
4.3 剪管
用专用管剪对丈量好的管材进行裁剪。
4.4 整圆倒角
用整圆倒角器对裁剪好的铝塑复合管端口进行整圆,并将端口内外进行倒角。
4.5 检查管件
管材与管件装配前检查每个接头配件是否齐全(如图2)及是否装配到位。
4.6 装配
将整圆倒角后的管材沿管材及管件轴向平稳插入,并通过不锈钢套上的观测孔(U型)或塑料保护套上的观测孔(TH型以及M型)观测管材是否插装到位。
4.6 压接
将专用压接工具打开,选用合适类型及规格的压接钳块,U型及RFz型压接钳块的一面紧贴在塑料保护套靠近不锈钢套的一面,TH型将塑料保护套嵌入压接钳里的定位沟槽中,然后压接,压接到位后观察两压接钳块是否闭合,松开压接工具完成安装。
4.7 连接示意图(U型示例)
3.施工、维护注意事项
a. 铝塑复合管、管件及配套压接工具必须使用我司配套产品或经我司认可的其他品牌产品。
b. 铝塑复合管及管件应室内储存,避免雨淋及阳光直射。
c.铝塑复合管需严格当地相关施工标准施工。
d. 施工时注意轻拿轻放,不得相互磕碰,不得与硬质物摩擦,以免导致管道及管件变形,损坏。
e.展管时管道应置于柔软的表面或平整的硬表面,展管按压力度应适中,避免管道表面因硬物致损,因按压力过大变形。
f.剪管时剪切端面应与管道轴线垂直,不得有肉眼可辩的倾斜,毛刺等(如图6)

图6:剪管正确与否示意图
g.管道与管件连接前必须对管材进行整圆倒角,以避免难以插装、密封圈走位、密封圈破损等(如图7)。

图7:倒角及因未倒角导致的问题示意图
h. 装配时管材与管件插入必须沿轴向均匀用力,平稳插入,以避免用力过猛导致密封件移位或损伤(如图7),插管一定要到位,可通过不锈钢套上的观测孔(U型)或塑料保护套上的观察孔(TH型及Multi-jaw)观察是否插装到位(如图8)。
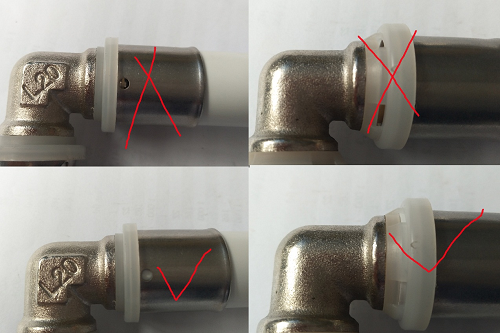
U型 TH型及Multi-jaw
图8:插管到位与否示意图
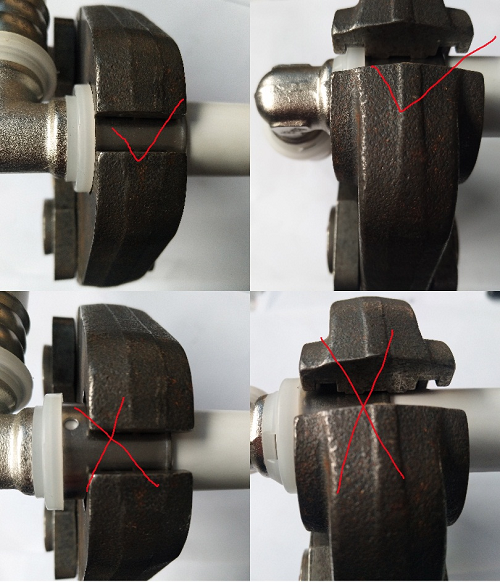
U或RFz TH
图9:压接定位示意图
i.压接时压接钳钳块端面必须紧贴塑料保护套端面(U型及RFz型)或将塑料保护套嵌入夹具定位槽(TH型)(图9),完成压接后应观察卡压钳压接模块是否完全闭合,否则可能引发脱管或漏水。
j.铝塑复合管及管件报废后应交由有相关资质的企业进行回收处理。
湖北港安流体科技股份有限公司